Dimensions are shown in mm (inch)
Dimensions subject to change
59
Tools and
Assembly
ZIF Connectors Tools and Assembly
Lease Automatic Tooling — North America*
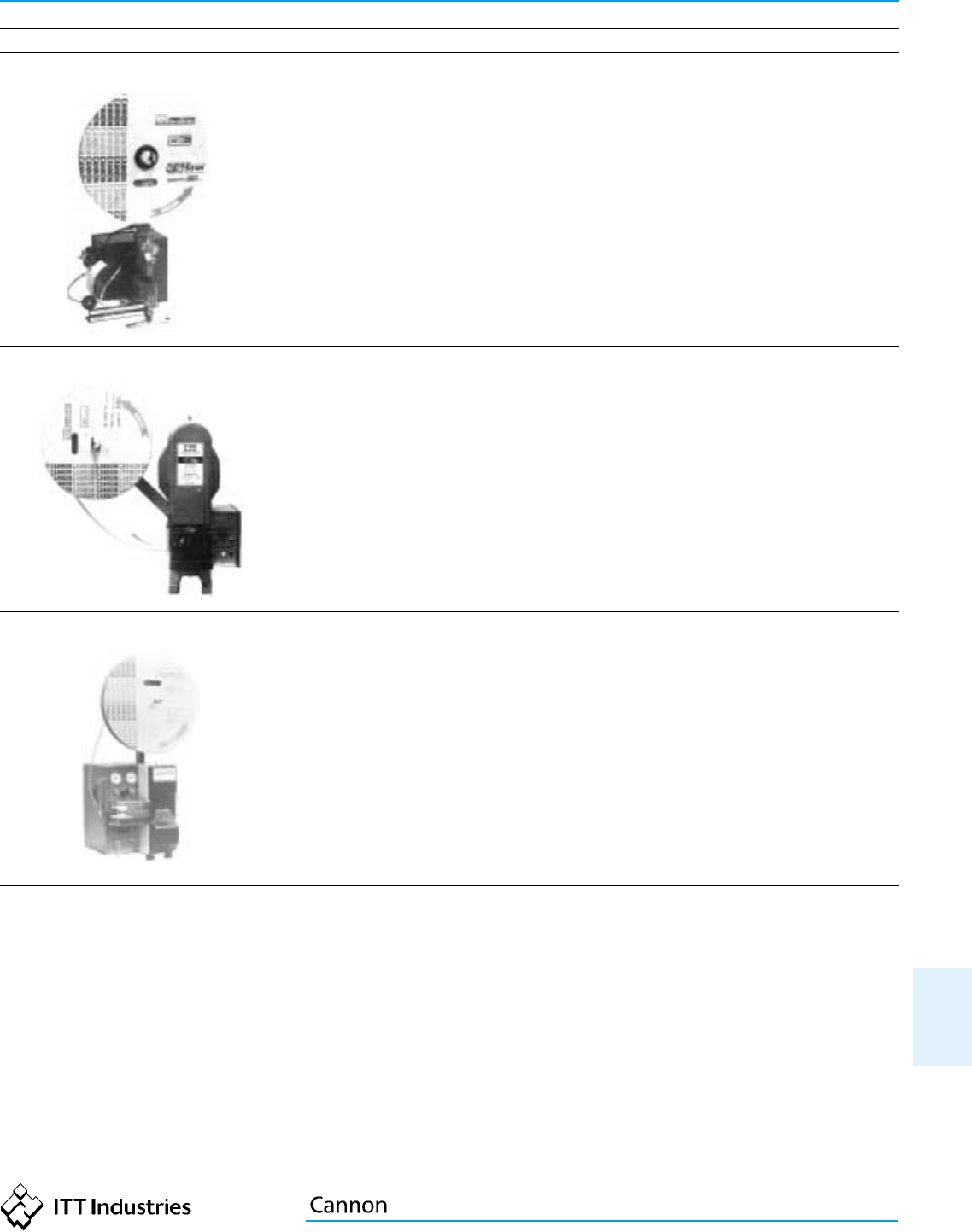
ABT-607 Pneumatic Crimper
The ABT-607 is a pneumatic powered and
controlled machine. It is designed for customers
with moderate volume. This machine is designed
to semi-automatically crimp stamped and formed
contacts onto pre-stripped stranded or single
conductor electrical wire. This machine will
accommodate size 34 thru 12 AWG wire and is
actuated by the use of a foot pedal.
Machine Crimp Rate:
800 per hour
Power Requirements:
Pneumatic = 100 psi, 2 cu. ft. per min.
ABT-500 UCCD
The ABT-500 Universal Cannon Crimp Die, is a
flywheel driven, electronically controlled machine
that is designed to semi-automatically crimp
stamped and formed contacts on stranded or
single conductor, pre-stripped wire. This machine
will accommodate size 34 thru 12 AWG wire. The
primary application of this machine is for
terminating discrete, pre-stripped, wire. The
machine is actuated by the use of a foot pedal.
Machine Crimp Rate:
1300 per hour
Power Requirements:
Electrical = 115 VAC, 60 Hz, 20A
ABT-620 UCCS
The ABT-620 Universal Cannon Crimper/Stripper
is a pneumatic powered, microprocessor
controlled machine. It is designed to semi-
automatically strip insulation from stranded or
single conductor electrical wire and attach a
stamped and formed contact by crimping. The
machine will accommodate 34 thru 12 AWG wire.
Primary application of the machine is the
termination of jacketed cable where the individual
leads cannot be stripped by fully automated
equipment. The ABT-620 UCCS operates
automatically upon insertion of a wire or it can be
switched over to foot pedal operation as desired.
Machine Strip/Crimp Rate:
1200+ per hour
Power Requirements:
Electrical = 115 VAC, 60 Hz, 20A
Pneumatic = 80 psi, 3 cu. ft. per min.
*For other geographical regions, contact Cannon for details.








