408- 2029
9 of 10Rev D
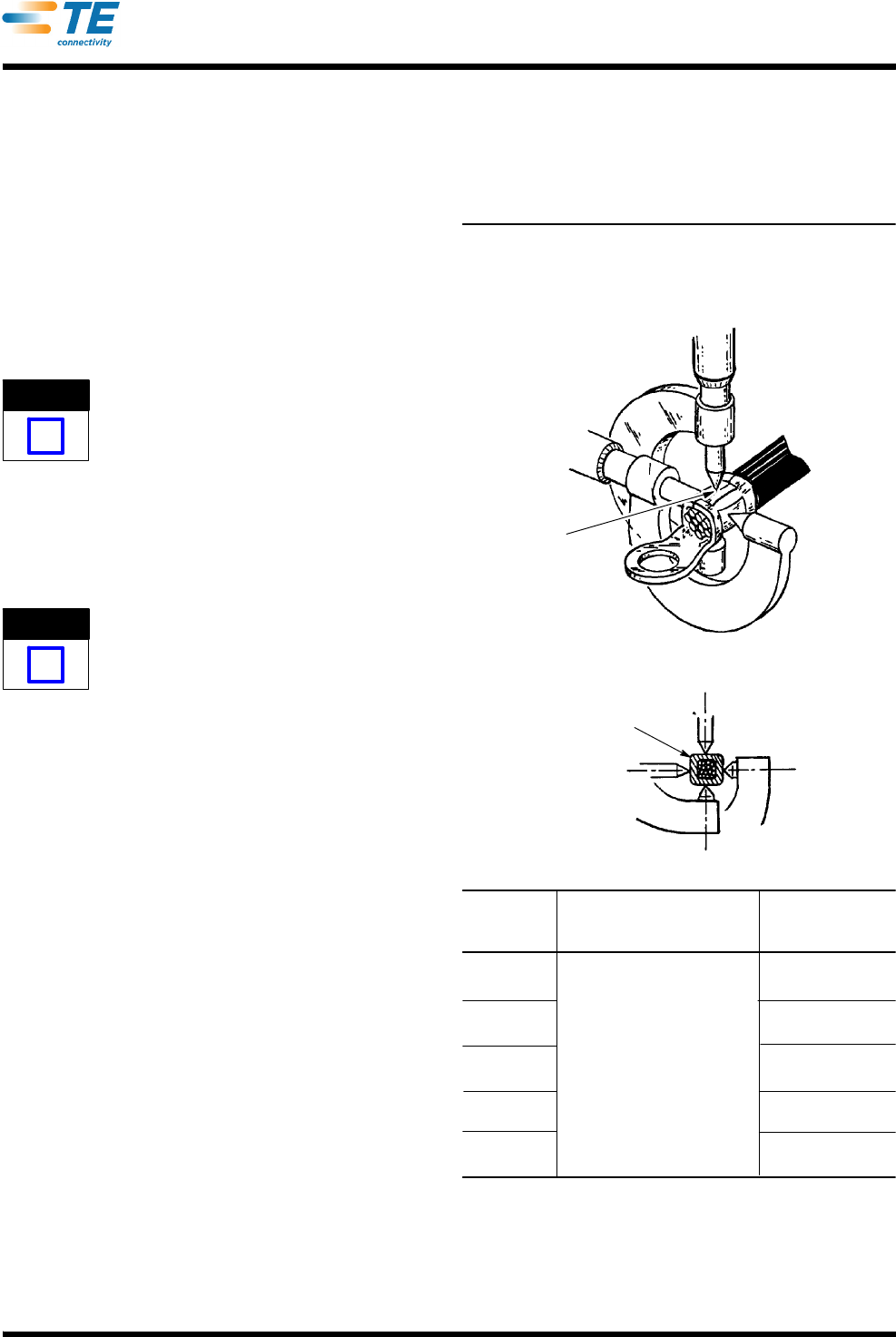
C. Crimp Height Inspection (Figure 10)
Crimp height inspections should be performed
periodically to determine if the tool is maintaining
proper crimping dimensions. To check the crimp
height:
1. Perform the handle adjustment inspection as
described in Paragraph B, Handle Adjustment
Inspection. Adjust the handles if necessary.
2. Crimp a properly prepared stranded wire in a
SOLISTRAND terminal or splice, as previously
described.
Do not use wires with missing conductor str ands.
3. Using a conventional cone--point micrometer ,
measure the crimp heights at the midpoints of flats
“A” and “B”, as shown in Figure 10. The SUM of
the two measurements equals the crimp height
dimension.
Do not allow the cone point to enter the terminal
brazed seam.
4. Figure 10 lists the crimp height dimension (sum
of “A” and “B” measurements) range for each wire
size. If the measured dimension is within the listed
range, the die closure is considered dimensionally
correct.
5. If the measured crimp height dimension is not
within the specified range (and the tool handles are
properly adjusted), crimping tool should be
returned to TE for reconditioning. Refer to Section
8, REPAIR/REPLACEMENT.
8. REPAIR/REPLACEMENT
Replaceable parts are listed in Figure 11. Parts other
than those listed in Figure 11 should be replaced by
TE to ensure quality and reliability of the tool. Order
replacement parts through your TE representative, or
call 1--800--526--5142, or send a facsimile of your
purchase order to 1--717--986--7605, or write to:
CUSTOMER SERVICE (38--35)
TYCO ELECTRONICS CORPORATION
P.O. BOX 3608
HARRISBURG, PA 17105--3608
For tool repair service, please contact a TE
Representative at 1--800--526--5136.
9. REVISION SUMMARY
S Updated document to corporate requirements
S New logo
Figure 10
1/0
2
8
WIRE
SIZE,
AWG
CRIMP HEIGHT
DIMENSION
RANGE
CRIMP HEIGHT
MEASUREMENTH
MEASUREMENTS
“A” + “B” =
CRIMP HEIGHT
DIMENSION
Crimp Height Measurements
(Tool Handles Properly Adjusted. See paragraph 7.2, B)
“A”
“B”
“B”
Measure at
Midpoints
of Flats
Avoid
Brazed
Seam
Cross Section
of Crimped Wir e
Barrel
“A” + “B” = Crimp
Height Dimension
“A”
H Tool handles properly adjusted.
10.46--11.05
[.412--.435]
13.00--13.59
[.512--.535]
6
16.23--16.92
[.639--.666]
4
19.41--20.14
[.764--.793]
22.63--23.42
[.891--.922]
NOTE
i
NOTE
i









