For Secondary Services, Product Support, or To Order, Call 1-301-696-9800
153
Tolerances
Aluminum
Nominal Dimension Area
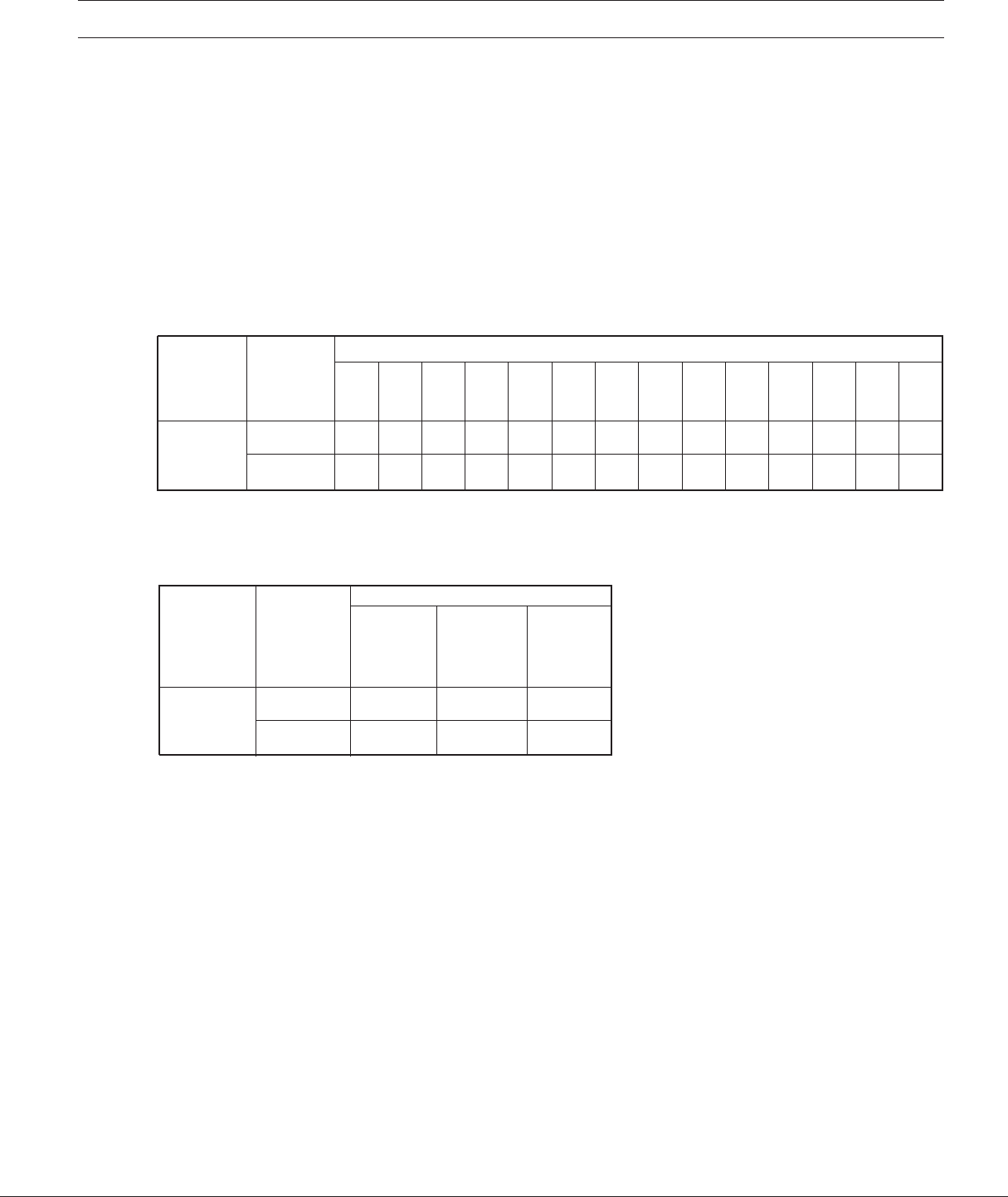
Table 1. Deviations in lengthwise dimensions (lengths, widths, heights, central distances, diameters, roundings).
Shape
dependency
Intrinsic
Non-Intrinsic
Degree of
accuracy
GTA 15/5
TOLERANCES FOR CHILL
CASTINGS (DIN 1688)*
Degree of
accuracy
GTA 15/5
Shape
dependency
Intrinsic
Non-Intrinsic
up to
18
±0.45
±0.55
over
18
up to
30
±0.50
±0.65
over
30
up to
50
±0.60
±0.80
over
50
up to
80
±0.75
±0.95
over
80
up to
120
±0.85
±1.10
over
120
up to
180
±1.00
±1.30
over
180
up to
250
±1.20
±1.50
over
250
up to
315
±1.30
±1.60
over
315
up to
400
±1.40
±1.80
over
400
up to
500
±1.60
±2.00
over
500
up to
630
±1.70
±2.20
over
630
up to
800
±2.00
±2.50
over
800
up to
1000
±2.30
±2.80
over
1000
up to
1250
±2.60
±3.30
Table 2. Deviations in thickness (wall thicknesses, ledges, ribs).
up to
6
±0.60
±0.80
over
6
up to
10
±1.20
±1.50
over
10
up to
18
±1.80
±2.20
Nominal Dimension Area
Intrinsic dimensions are those in the same parts of the
tool. Non-intrinsic dimensions are those created by the
interactions of movable tool components, e.g. wall
thicknesses and base thicknesses or dimensions
affected by additives or extenders.
*Important: We assume no liability for quoted standards!
In the case of raw castings made of light metal alloys in the chill casting process, all deviations in
dimensions are essentially dependent on :
a). the dimensional accuracy of the mold, characterized by the degree of accuracy
b). the position of the mold division, cores, extenders, characterized by the subdivision into intrinsic
and non-intrinsic dimensions (see DIN 1680 part 1)
c). the nominal dimensions.